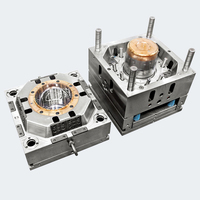

Some Requirements For Standardized Plastic Pail Mould Making
-
In order to improve the quality of plastic molds, minimize mold quality complaints, and meet customer needs when producing molds, we summarize and summarize common problems in Plastic Pail Mould manufacturing, establish standards, and implement them as required.
According to our production experience, we summarize the production of standard molds into the following 30 points:
1. For mold blanks smaller than 2020, a prying pit is required between the a and b plates; for mold blanks larger than 2020, all templates including thimble plates must be prying pits;
2. Exhaust grooves should be machined on the guide post and guide sleeve of the mold blank to prevent the guide post and guide sleeve from straining;
3. There should be no sharp corners on the mold, and chamfering is required. Except for specially specified places;
4. The inner mold and mold parts must not be welded without consent;
5. Exhaust grooves must be opened at the appropriate position on the periphery of the mold product. For the specifications of the exhaust grooves, please refer to the mold design manual;
6. Avoid using a grinder to polish the mold as much as possible. If you must use a grinder to process, you must use oilstone to save light (especially the parting surface);
7. The surface treatment of the inner mold surface must be performed in accordance with the bom table or other officially notified technical requirements. The processing lines on the non-adhesive surface (wire cutting, milling machine, cnc gong machine, spark machine) should also use oilstone to save brightness;
8. All internal mold materials and mold blank grade requirements must be purchased according to the order or the technical requirements formally confirmed during the design review process. The material certificate must be provided, if it is a hard mold, a heat treatment report must be provided. All relevant certificates;
9. All the front and back inner molds, inserts, row positions, inclined top, straight top (push block), shovel wedge, etc. of all molds need to be processed with a waist circular pit on the bottom or side, and the material name and hardness are engraved;
10. Important wearable parts such as row position, push block, shovel wedge, and mouth must be nitrided and hardened;
11. The row position must be positioned. The positioning methods include slingshot, wave beads, hasco (dme) standard position clamps, etc., according to the requirements of each project. The row position needs to be layered and wear-resistant plates. Beads and wear plates must be made of wear-resistant hard materials, and oil grooves must be added;
12. The oblique guide column must be pressed tightly and cannot be rotated or loosened. The tail of the inclined guide column must be processed into a hemispherical or truncated cone shape, which is beneficial to ensure the normal movement of the row position. If there are two or more oblique guide posts in the same row, the length, size and inclination of the oblique guide posts must be the same;
13. Inclined seats must use hard-wearing hard materials. The inclined roof must be processed with oil grooves. The inclined roof seat is generally hardened to hrc40-45 degrees with 2510 or cr12. Because the inclined roof seat is subjected to an impact load, it should not be too hard or it will break, and chamfer the angle c at all right angles. . Requires inclined top guide plate (bronze). No welding
14. The runner and the glue feeding position need to save light #400-600;
15. The thimble, the cylinder, the thimble, the inclined top and the thimble board should be engraved with corresponding identification codes for easy installation. If the position of the thimble on the product is not horizontal, the thimble holder needs to be made into a "d" shape or positioned with an anti-rotation pin key;
16. The thimble adopts hasco or dme standards, which one to choose depends on the technical requirements of the bom table or other officially notified molds;
17. To process water-carrying apron ("o"-shaped ring) grooves, a gap of 0.25mm is required on one side. Generally, the apron should be pre-loaded by 0.5~0.8mm. If this point is not paid attention to, the apron is easy to be damaged by pressure Drop, causing water leakage;
18. To nitrate the mouth, it is necessary to do anti-revolution. The radius of the mouth must meet the requirements of the drawing. The mouth is not nitrided, and it may have been bumped before moving the mold;
We are a professional molding company, sell different design of mold, 18L Bucket Mould is one of them,welcome to visit our website.